![]()
![]()
|
|
泰興減速機:任何機器都是由許多零件和部件所組成,按照規定的技術要求,將若干個零件結合成組件、部件,最后裝配成機器的工藝過程稱為裝配。凡是裝配完成的機器,必須滿足規定的裝配精度。產品的裝配精度一般包括:零件、部件之間的距離精度,相互位置精度,配合精度,運動精度,接觸精度等。同時還要滿足一些特殊工藝技術要求,如打壓試驗、參漏試驗、靜平衡、動平衡、密封性、摩擦要求等等。
為了達到規定的裝配精度,對具體的裝配尺寸鏈要進行計算,常用的方法有:互換裝配法(完全互換法和大數互換法),選擇裝配法、修配裝配法、調正裝配法。
在裝配過程中用什么方法達到技術要求所規定的裝配精度,以較低的零件精度達到較高的裝配精度,以較少的裝配勞動量達到規定的裝配精度,就要制訂合理的裝配工藝規程.
1. 減速機的裝配技術要求
(1)泰興減速機的組裝、部裝以及總裝一定要按裝配工藝順序進行,不能發生工藝干涉,如軸中間的齒輪還沒裝,便先把軸端的軸承裝配.
(2)未經技術檢查科檢查合格、驗收、未打印和油漆未干的零件一概不準裝配。
(3)任何相互配合的表面盡量不要在裝配時修正。要求配作的零件,像鍵與鍵槽的修配除外.
(4)滾動軸承在裝到軸上之前應先在油漆中予熱80一1加℃并要作熱膨脹計算。力的傳遞應通過滾動軸承的內環。裝配時將未打印的一面向支承面裝靠.
(5)減速機機蓋、機座對合面盡量不要采用任何墊片進行密封。
(6)裝配前零件要進行清洗,滾動軸承要用汽油或質量好的清洗劑清洗,然后用壓縮空氣吹干.
(7)減速機裝配后進行試車,試轉的轉速應接近減速機額定轉速,嚴禁在試車時的潤滑油內加人研磨劑和雜質.齒面接觸率要達到規定的等級要求。
(8)減速機合格后,由技術檢驗部門打印并作出鑒定書.未經檢驗合格的減速機不能進行機器裝配和人庫.成品包裝好的減速機要有鑒定書和安裝保養須知.
2. 圓柱齒輪減速機的裝配工藝(中心距在1000Innl之內)
泰興減速機的裝配質量如何,對產品的精度和生產率均有直接影響,因此其裝配工作必須按裝配工藝進行。圖1為單級圓柱齒輪減速機。
2.1機體的裝配
(1)結合面的裝配

為了防止減速機漏油,除軸端密封結構合理外,機座與機蓋結合面經精刨或者刮研其間除量見表1。
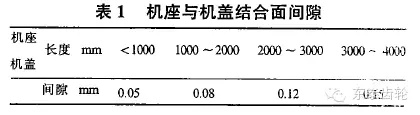
長度以機座、機蓋的輪廓尺寸為準。塞尺檢查機座機蓋結合面允許局部塞進,但不得超過把合螺孔中心。所有泰興減速機裝配把合后,.003~塞尺不得通過,局部通過深度允許為邊緣的二分之一
(2)滾動軸承試裝
清洗軸承環,并將e清洗的軸承外圈在減速機的軸承孔內試裝,不合適時要在公差范圍內修刮軸承孔的兩側,兩側的間隙如表.2
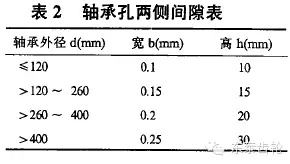
軸承外環與軸承座的接觸面積應達到要求配合面的/23,即1夢范圍并于中心線相對稱.軸承外環與上蓋接觸面積不應小于配合面的1盡即卿范圍并于中心線對稱.檢查方法用0D3~0乃5rnlll塞尺不人即可。
(3)漏水試驗
泰興減速機機座按技術要求進行漏水試驗,放人水后在機座停留or分鐘,檢查是否有漏水和滲水現象,發現有漏水和滲水部位要及時進行處理或報廢.or分鐘后將水放出,用壓縮空氣吹干。
(4)油漆
對非加工表面涂以耐用油漆,通常采用醬色底漆紅色外漆,其中包括機卒、機蓋內部不加工表面,齒輪不加工表面,端蓋內部非配合表面等.表面如果粗糙應先要打底然后再涂漆并在專用室內用紅外線電燈烘干涂漆表面.
(5)其它
裝通罩、油標尺、放油用螺栓塞(包括密封用墊).交檢
2.2高速軸部件的裝配
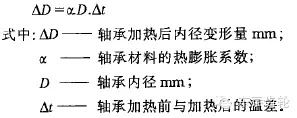
(1)檢查齒輪軸與滾動軸承的尺寸,軸承牌號其兩者尺寸及公差是否相符,并將檢查合格的軸承放在油箱內加熱,用80%汽缸油,20%4歲機油,油溫在80一1的“C,加熱時間不少于巧分鐘。軸承內孔加熱后熱膨脹誤差可用下式計算
(2)將軸承裝在齒輪軸上前,注意裝人檔油板及定距環等件.
(3)軸承內孔與軸配合大多采用過渡配合,氣、m6、幾6等,軸承往軸上裝配時采用熱裝和壓裝可壓力機,用力錘沖子,用輔助工具安裝(見圖2).
當軸承內環孔壓套在軸上,是過渡配合,軸孔之間有一定的過盈量,其裝配壓力p可按下式確定:
(4)裝配軸端蓋
2.3低速軸部件的裝配
(1)清除零件上的毛刺并磨去光邊。
(2)檢查軸、齒輪及軸承的配合尺寸,并根據軸和齒輪的槽修配鍵.將鍵裝在軸槽內。
(3)用感應加熱使齒輪予熱到2夕羅一3泌C,在壓力機上軸壓人齒輪孔到裝配位置為止.
(4)根據圖紙技術要求對齒輪軸部件進行靜平衡試驗.
(5)將滾動軸承在電加熱油槽內加熱到夕羅C把軸承壓裝到裝配位置。
(6)裝配軸端蓋交檢
2.4機體總裝配
(1)裝機座置于裝配工作臺上,用平尺及水平儀在結合面上找平,縱橫方向與水平的誤差不得大于.03/1(X兀)nun,找正后機座固定在工作臺上臺.
(2)修配連接用鍵,將研齒時所用的皮帶輪裝在減速機的主動軸上。
(3)按圖紙準備墊片組(0.1.02.030.5為一組)
(4)裝端蓋,調正軸承的軸向間隙,因泰興減速機工作時軸的溫度變化,軸承會產生軸向移動故將軸承端面和壓蓋之間留有一間隙(見圖3),其值可用下式確定:
(5)檢查齒側間隙
通常用塞尺,鉛絲或鉛片檢查,鉛絲直徑不得小于最小側隙系數值的4倍,側隙的大小等于齒形兩側經過擠壓后鉛絲的厚度之和,用千分尺測量.也可用百分表檢查,對于精密齒輪采用光隙法檢查.圖4為用百分表測量齒輪副間隙示意圖。齒輪副側隙見表3.選擇側隙大小主要考慮工作條件和使
用要求,高速重載保證較大側隙,泰興減速機取中等側隙,儀表取較小側隙.
(6)檢查齒面接觸率
圓柱齒輪齒面接觸率見表.4
接觸面積的檢查方法,用紫色和紅鉛油著色,兩齒輪大小不同時,應涂在小齒輪上,蝸輪副涂在蝸桿上.修齒時不能將相互嚙合的齒輪均修,通常修大齒輪,蝸輪副修蝸輪,因為大齒輪和蝸輪磨損的慢,修刮后影響不大。但在實際工作中,因小齒輪齒數少好修刮,故大多修小齒輪。
(7)當嚙合輪的速比為正數時,如:11LZ:13等應在二齒輪上打上標記,以便卸后重裝仍能保持良好的嚙合關系。交檢
2.5研齒
(1)準備電機及皮帶輪,將皮帶輪裝于電機軸上,并將電機與減速機用皮帶連接。
(2)為了防止在研齒時,研磨劑踐人軸承中,所以制一原紙墊裝于軸承側端之軸徑上。
(3)在齒面均勻的涂上研磨劑,并在被動軸端裝上制動器。
(4)研齒時,選空載研磨5分鐘,停車檢查發現無齒面擦傷時可逐漸加載研磨,發現有擦傷要立即除掉后換上細粒度的研磨劑研磨,每隔.05一1小時停車檢查一次。研齒過程中發現研磨劑有堆積和凝結現象可以研磨劑中加人少量機油.在使用氧化鉻(CID)研磨時應加人煤油.需淬火的齒輪應在淬火前研齒,淬火后有微量變形應再研磨.研齒速度及研料選擇見表.5
(5)按圖紙接觸率的要求研磨,并保證齒的最小側隙.
(6)研齒完畢卸洗重裝準備試車。交檢
2.6 試車
(1)根據圖紙要求之轉速準備工具,空載試車2小時,負載試車根據減速機工作情況而加一定的負載.試車轉速高速軸不得高于750轉/分,低速軸不得低于250轉/分,試車是單向或雙向根據圖紙技術要求而定。
(2)試車時在減速機內注人潤滑油,試車時油溫不能超過3夕C.軸承溫度不能超過中羅C。
(3)按圖紙要求試車后,檢查齒面粗糙度,有無拉傷現象,噪聲如何,傳動是否平穩,有無漏油現象,直至達到要求,卸開清洗,從電機和主動軸上取下皮帶輪。交檢
2.7裝聯軸節
(1)檢查聯軸節和主動軸之配合尺寸,并按鍵槽修配鍵。
(2)在壓力機上把軸壓人聯軸節。交檢
2.8涂油
各件涂防銹油,清洗后總裝交檢
2.9涂漆
減速機外表面涂灰色油漆二次,裝標牌交檢